![]()
 全国服务热线021-64162222
全国服务热线021-64162222




 闸阀知识
闸阀知识 阀门首页 > 阀门知识 > 闸阀知识 >
阀门首页 > 阀门知识 > 闸阀知识 >
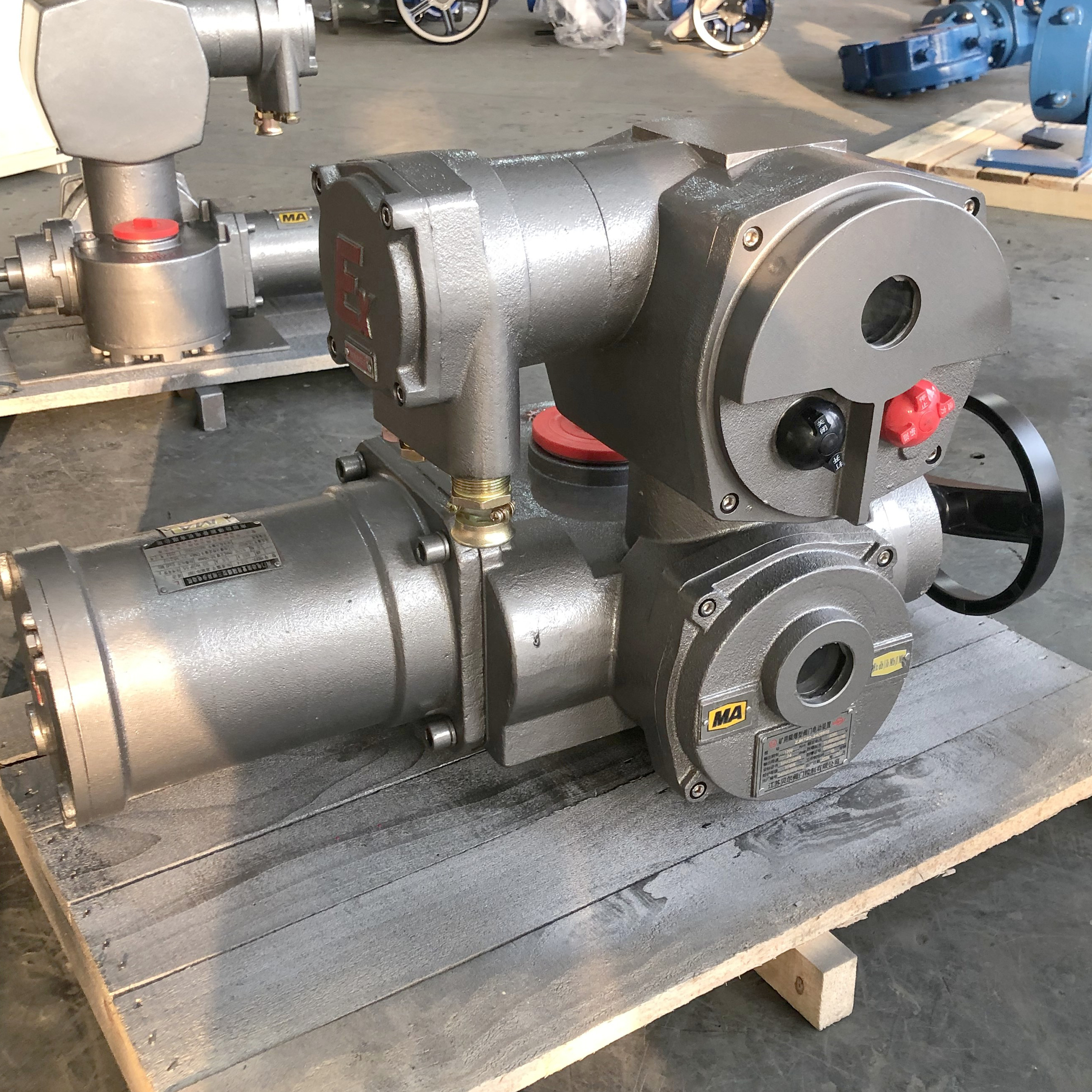
煤矿井下电动闸阀常见故障诊断与维护管理指南
[ 2026-07-17 ]
煤矿井下环境特殊,存在瓦斯、煤尘等爆炸性危险物质,因此电动闸阀的维护不仅涉及机械与电气故障排除,更必须严格遵循防爆安全规范。本指南结合通用电动阀门故障处理逻辑与煤矿井下防爆管理要求,提供系统的诊断与维护操作方案。

一、 安全前置条件与防爆管理原则
在进行任何故障诊断或维护作业前,必须严格执行以下安全程序:
- 资质与许可:检修人员必须经过专门培训并取得防爆检查合格证。作业前需办理相应等级的作业票(如第一种工作票、动火票等),并执行停电、挂牌、上锁制度。
- 环境检测:作业区域瓦斯浓度必须低于0.5%方可进行开盖检修作业。若涉及失爆风险,需立即停产撤人。
-
防爆完整性保护:
- 隔爆面保护:严禁损伤隔爆接合面。拆卸后需及时涂抹防锈油(厚度约0.02mm),确保无锈蚀、无划痕。
- 引入装置密封:电缆引入装置的密封圈压缩率应保持在20%~30%,老化龟裂需立即更换,防止失爆。
- 接地连接:确保内部接地跨接铜编织线截面积≥4mm²,断股超10%需立即更换。

二、 常见故障诊断流程
采用“由外至内、由电至机”的逻辑进行排查。
1. 执行器不动作(电机不转、无声响)
- 现象:给开关信号后,执行器无任何反应。
-
诊断步骤:
- 电源检查:测量控制回路电源(220V/380V/24VDC),确认有无缺相、虚接或熔断器熔断。
- 控制回路:检查就地/远程切换开关位置、急停按钮是否复位;测量开/关限位触点、力矩保护触点是否断路。
- 电机本体:测量电机绕组通断及绝缘电阻,判断是否烧毁;检查接线盒内接线是否松动。
- 控制元件:检查控制板、接触器、继电器是否损坏或触点粘连。
- 解决方案:修复接线、更换熔断器;复位急停及切换开关;调整或更换限位/力矩开关;更换损坏的电机或控制元件。
2. 电机运转但阀门不启闭(空转或卡死)
- 现象:电机有声音且转动,但阀杆不动或动作异常。
-
诊断步骤:
- 机械连接:检查执行器与阀杆连接套、键销、联轴器是否打滑、脱销或磨损。
- 传动机构:拆解减速箱,检查齿轮是否磨损、打滑或断齿。
- 阀体阻力:检查阀门填料压盖是否过紧;阀杆是否锈蚀卡涩;阀体内是否有杂质卡堵或阀芯结垢。
- 解决方案:更换平键、销钉或联轴器,重新紧固;适当放松填料,除锈润滑阀杆;拆解清理阀体杂物;更换磨损齿轮并加注专用润滑脂。
3. 阀门到位后不停机(过冲、超程)
- 现象:阀门全开/全关后电机仍运转,直至力矩保护跳闸。
-
诊断步骤:
- 限位开关:检查开/关限位开关位置是否偏移,触点是否氧化或接触不良。
- 调节机构:检查行程调节机构螺丝是否松动、打滑。
- 控制信号:检查主控电路板限位信号输入是否正常。
- 解决方案:重新调校行程限位,精准设定全开/全关点位;打磨触点或更换限位开关;紧固调节螺丝;维修或更换主控板。
4. 力矩频繁保护跳闸
- 现象:开关过程中中途停止,力矩保护动作。
-
诊断步骤:
- 设定值检查:确认力矩设定值是否过小。
- 机械阻力:检查介质压力是否过大,阀芯是否结垢卡死,阀杆是否弯曲,轴承是否锈蚀。
- 传感器状态:检查力矩传感器或力矩开关是否漂移、损坏。
- 解决方案:在额定范围内适当调大力矩设定;清理阀体结垢,手动盘车确认无卡滞;校正阀杆,更换轴承,合理调整填料松紧度;更换力矩检测模块。
5. 渗漏故障
- 现象:阀杆填料处外漏、法兰面渗水/漏气、阀体砂眼渗漏。
-
诊断步骤:
- 填料函:观察填料压盖间隙,检查盘根是否老化、硬化。
- 法兰连接:检查法兰垫片是否老化,螺栓受力是否均匀。
- 阀体:检查阀体是否有铸造砂眼或裂纹。
- 解决方案:更换老化盘根,均匀压紧压盖;更换法兰垫片,对称紧固螺栓;轻微砂眼可补焊修复,严重缺陷需更换阀体。

三、 标准化维护操作流程
1. 检修前准备
- 隔离与泄压:关闭上下游阀门,对管道进行泄压、吹扫、置换,确保无残留介质。高温阀门需冷却至常温。
- 工具准备:准备防爆工具、绝缘工具、游标卡尺、塞尺、兆欧表等检定合格的量具。
- 备件核查:确认密封圈、轴承、齿轮、电机等备件符合原设计规格,具备MA认证(矿用产品安全标志)。
2. 解体与检查
- 标记与拆卸:断开控制信号线并做好标记。拆除执行机构与阀体连接螺栓,分离执行机构。按顺序拆卸阀盖、阀杆、闸板等部件,记录装配关系。
-
清洗与检测:彻底清洗各部件。重点检查:
- 密封面:使用红丹粉检查闸板与阀座密封面的贴合情况,查看有无磨损、划痕。
- 阀杆:检查直线度、表面光洁度及螺纹完好性。
- 隔爆面:检查隔爆间隙是否符合标准(如轴径>25mm时,间隙不超过0.3mm),粗糙度Ra≤6.3μm。
3. 修复与装配
- 部件修复/更换:轻微腐蚀可镀铬修复,严重损坏件直接更换。确保新备件无质量缺陷。
-
装配要点:
- 填料分层装填,接口错开90°-120°,均匀压紧。
- 阀盖螺栓对称均匀紧固,力矩符合规范。
- 执行机构与阀杆连接对准,确保无卡滞。
- 防爆恢复:隔爆面涂抹氟醚油脂,确保密封圈压缩率达标,接地连接可靠。
4. 调试与试验
- 手动检查:先进行手动操作,确认动作灵活、无卡涩。
-
电动调试:
- 点动检查电机转向,必要时调整相序。
- 调试全开/全关行程限位,确保定位准确。
- 设定力矩保护值,验证保护功能有效性。
- 密封试验:进行壳体强度试验(1.1倍公称压力)和密封面严密性试验,保压10-30分钟,确认无渗漏。

四、 维护管理与闭环机制
-
分级巡检制度:
- 日检(每班):外观、温度、声音检查,无需停电。
- 周检(7天):隔爆面开盖检查,需办理第一种工作票,本支路停电。
- 月检(30天):绝缘电阻、接地电阻测试,需办理第二种工作票。
- 年检(365天):全项目拆检,需区域停电,瓦斯浓度≤0.5%。
-
缺陷闭环管理:
- A级缺陷(失爆):立即停产,更换合格件,经三方验收后恢复,考核责任单位绩效。
- B级缺陷(密封圈老化等):24小时内整改,更换后浸水1小时无气泡为合格。
- C级缺陷(标识缺失等):72小时内补全并拍照上传。
-
档案与培训:
- 详细记录检修日期、更换部件、调试数据及试验结果,归档备查。
- 定期开展防爆知识培训与实操考核,不合格者离岗
本文标题:煤矿井下电动闸阀常见故障诊断与维护管理指南
本文地址:/tech-zhafa/7855.html
上一篇:高压高温工况下的选择:Z941H-64C DN150电动闸阀的技术特点与应用 / 下一篇:MA认证矿用电动闸阀_防爆智能型_支持远程监控_煤矿井下排水专用
 阀门资讯
阀门资讯 矿用隔爆兼本质安全型电动闸阀:筑牢井
矿用隔爆兼本质安全型电动闸阀:筑牢井








 沪公网安备 31011402005796号
沪公网安备 31011402005796号
 走进永利yl23411集团官网入口
走进永利yl23411集团官网入口